
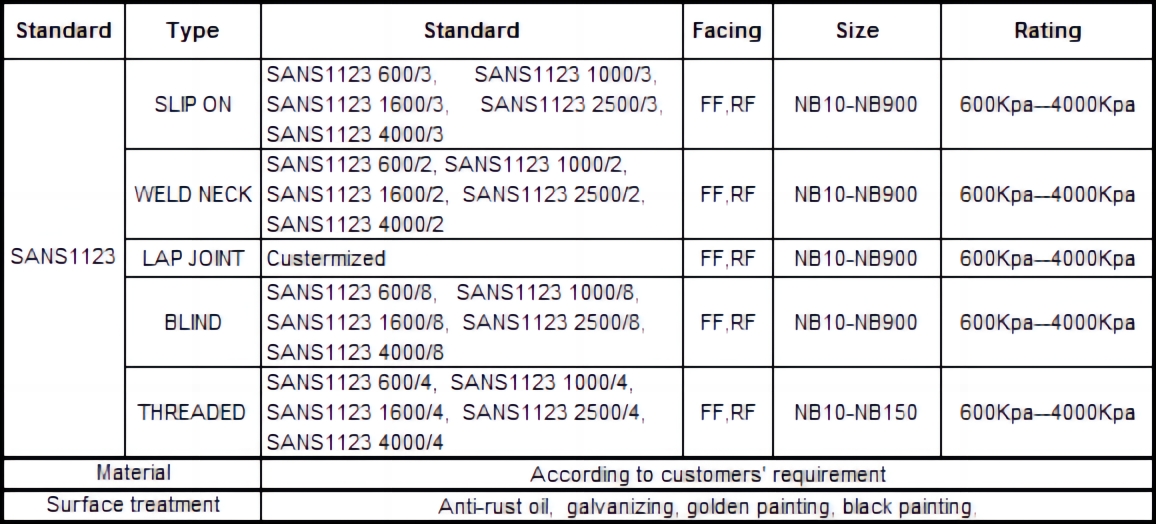
Podľa normy SANS 1123 existuje niekoľko typov klzných prírub, príruby na zváranie krku,lap kĺbových prírub,slepé prírubyazávitové príruby.
Pokiaľ ide o štandardy veľkosti, SANS 1123 sa líši od bežných amerických, japonských a európskych štandardov. Namiesto Triedy, PN a K má SANS 1123 špeciálne znázornenie: Napríklad s hrdlovou plochou zváracou prírubou 600/3, 1000/3, 1600/3, 250/3, 4000/3, s hrdlovou zváracou prírubou na tupo je rôzne, 600/2, 1000/2, 1600/2, 250/2, 4000/2, Slepá príruba je 600/8, 1000/8, 1600/8, 2500/8, 4000/8, závitová príruba je 600/ 4, 1000/4, 1600/4, 2500/4, 4000/4, veľkosť voľnej príruby je možné prispôsobiť.
Príruba SANS 1123 je blízka európskej prírube označenej PN a jej tlaková hodnota sa pohybuje od 250 kPa do 4000 kPa, čo je prepočítané na tlakovú triedu označenú PN, konkrétne PN 2,5 až PN 40, ale jej použiteľná teplota je - 10 ℃ až 200 ℃ a použiteľný teplotný rozsah je malý. Po overení sa zistilo, že v porovnaní s prírubou BS EN 1092-1 pri rovnakej menovitej veľkosti a zodpovedajúcej tlakovej triede, hoci niektoré z väčších prírub s menovitým rozmerom príruby SANS 1123 sú tenšie, vonkajší priemer príruby, stred otvoru pre skrutku priemer kruhu, súpravy spojovacích prvkov a špecifikácia závitu, ktoré určujú, či je možné tieto dve príruby upevniť spojovacími prvkami, majú v podstate rovnakú veľkosť prírubového spoja, preto príruba SANS 1123 v zásade spĺňa požiadavky rôznych druhov materiálov rúr v tomto projekte.
Pretože úroveň technológie výroby juhoafrických oceľových rúr je vo všeobecnosti za úrovňou vyspelých krajín v Európe a Spojených štátoch, technické ukazovatele oceľových rúr vyrobených podľa juhoafrických noriem sú nízke a kapacita tlakovej únosnosti je obmedzená, juhoafrická oceľ štandard rúr tohto projektu sa používa iba pre rúry z uhlíkovej ocele s nízkou teplotou a nízkym tlakom a rúry z uhlíkovej ocele s návrhovým tlakom > 2,5 MPa alebo návrhovou teplotou > 100 ℃ a všetky rúry z nehrdzavejúcej ocele prijímajú americké normy. Chemické zloženie a index pevnosti oceľových rúrových materiálov v juhoafrických normách pre oceľové rúry a amerických normách pre oceľové rúry majú určité rozdiely a niektoré oceľové rúry majú rôzne vonkajšie priemery (pozri tabuľku 1, napríklad DN65). Hoci problém rozdielu v materiálovom zložení základného materiálu oceľovej rúry na oboch koncoch zvaru možno vyriešiť výberom zváracích tyčí a zlepšením zváracieho procesu a problém rozdielu vo vonkajšom priemere zvaru oceľová rúra na oboch koncoch tupého zvaru môže byť riešená stupňovitým orezaním, čo nepochybne prináša veľké ťažkosti pri konštrukcii potrubia a neprispieva k záruke kvality konštrukcie. Tesniace spojenie je možné realizovať spoluprácou príruby, tesnenia a upevňovacieho prvku. Tesnenie oddeľuje príruby na oboch koncoch a spojovací prvok nevyžaduje rovnaký materiál prírub na oboch koncoch. Preto je možné vyriešiť rozdiel medzi materiálovým zložením a vonkajším priemerom oceľových rúr na oboch koncoch. Koniec koncov, spojenie oceľových rúr s rôznymi normami sa zvyčajne vyskytuje na mieste, kde sa mení trieda materiálu rúry. Takýchto spojov nie je veľa a použitie prírub neprinesie projektu veľa nákladov.
Čas odoslania: Mar-02-2023



